 English
English русский
русский عربى
عربى
 +86-15867355556
+86-15867355556The stainless steel wire hose nut connector consists of a hose nut and a specialized wire wrap seal,...
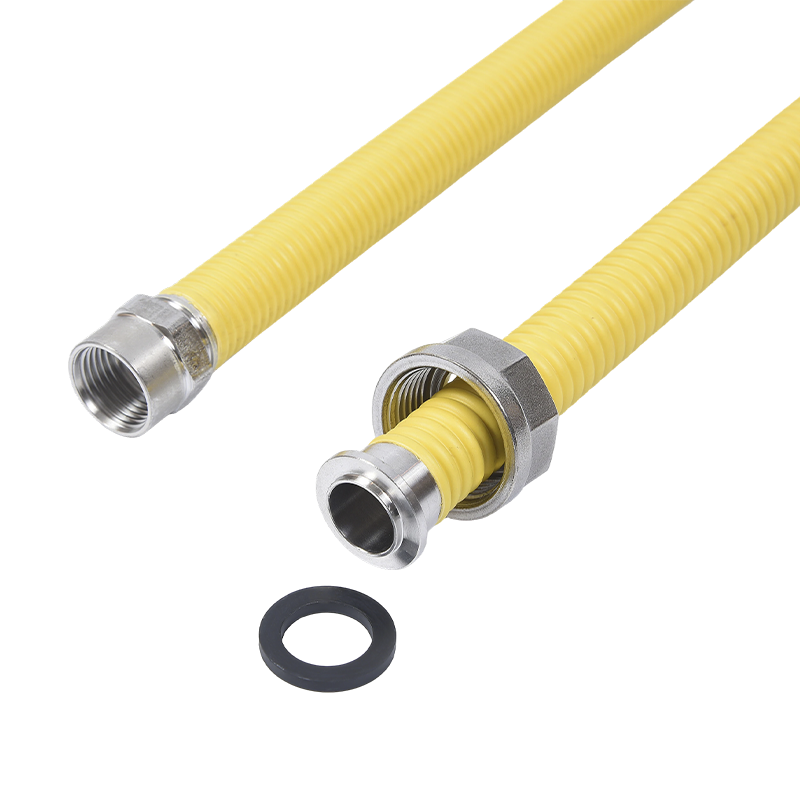



The stainless steel wire hose nut connector consists of a hose nut and a specialized wire wrap seal,...

The stainless steel gas pipe crimping sleeve is a critical component of gas piping systems. It's des...

The stainless steel bellows internal thread hexagonal nut is a fastening component that combines the...

The stainless steel bellows hexagonal ball nut utilizes a ball bearing design that provides smoother...
The primary function of a stainless steel female thread straight connector is to connect two externa...
As China Stainless Steel Caps Manufacturers and Stainless Steel Pipe Fittings Suppliers, Yuyao Boli Utilities Sometimes Company was founded in 2002 and is located in the Wu Ma Industrial Park of Yuyao City, Zhejiang Province, a relatively developed part of the industrial chain. The company specializes in producing stainless steel pipe corrugated pipe, gas pipe, heating pipe and other stainless steel pipe sanitary ware series, can also be produced according to customer requirements OEM processing, The factory covers an area of 17 acres, the company has 25 stainless steel corrugated pipe production lines, heat treatment and light reflame, cold beam manufacturing, steel belt division, laser automatic welding or marking, and ultrasonic cleaning equipment, and a complete team of strong research and development (sales). Promoting the steady development of the company's business, the company, based on the concept of "survival with quality, casting quality with heart," adheres to stable quality, reasonable prices and sound after-sales service, always provides good products and technical support to customers, continuously satisfying the needs of the vast majority of customers. The company employs more than 100 people, 5 senior engineers, has a construction area of more than 17,000 square meters, has more than 100 numerical cutting lathes, more than 20 polishing machines, several automatic welding machines, seamstresses, several automated drilling machines, five assembly lines, and so on. The product has formed a complete production management system from the bottoming--cleaning--polishing--assembly--inspection--out of the warehouse. At present, the leading series is produced, and product sales have covered many first- and second-line brands at home and abroad, and foreign trade orders have covered several countries and regions such as the Middle East and Europe. We have a good quality management system, better serve our customers, and contribute to the purification of water. Many customers are welcome to visit the company's laboratory.




Quick Answer: Choosing the Right Stainless Steel Gas Pipe Stainless steel gas pipes are corrosion-resistant piping systems used to transport natural gas, propane, and other fuel gases, available primarily in two forms: rigid stainless stee...
What Makes a Stainless Steel Faucet a Good Choice? A stainless steel faucet, particularly one made from 304 or 316 grade steel, offers superior corrosion resistance, is naturally lead-free and non-porous, and can last 15–25 years with prop...
Which Stainless Steel Gas Pipe Should You Choose? For the majority of residential and light commercial installations, corrugated stainless steel tubing (CSST) in grade 304 stainless steel, sized between 1/2" and 1" EHD (Equivalent Hydrauli...
Quick Answer: What to Know Before Installing Stainless Steel Gas Pipe Stainless steel gas piping — most commonly known as CSST (Corrugated Stainless Steel Tubing) — must be installed in accordance with the National Fuel Gas Code (NFPA 54) ...
In industrial and commercial fluid transport systems, stainless steel pipe fittings serve as critical connection nodes that must withstand varied environmental pressures, chemical exposures, and mechanical stresses. The longevity and reliability of these components depend heavily on the post-forming surface treatments they undergo. Manufacturing complexes, such as Yuyao Boli Pipe Industry Ltd., leverage specialized infrastructure across a 17-acre facility—including 25 corrugated production lines, bright annealing furnaces, laser welding units, and ultrasonic cleaning systems—to implement precise surface preparation workflows. These treatments alter the surface chemistry and topography of the fittings, ensuring compatibility with rigorous gas, heating, and sanitary ware applications without compromising the underlying metallurgical properties of the alloy.
The initial and most critical thermal surface treatment applied to stainless steel pipe fittings after mechanical forming or welding is solution annealing, often referred to in production environments as bright annealing or light reflame processing. When stainless steel is subjected to cold working, bending, or laser automatic welding, the internal crystalline structure experiences localized stress, and chromium carbides can precipitate at the grain boundaries, which lowers the material's natural resistance to corrosion. By heating the fittings in a controlled, oxygen-free hydrogen and nitrogen atmosphere to temperatures exceeding 1000 degrees Celsius and rapidly cooling them, the carbides are dissolved back into the austenitic matrix. The absence of oxygen prevents the formation of a dark oxide scale, leaving the fittings with a clean, metallic, bright surface finish that retains the original dimensions and requires no aggressive mechanical descaling.
Mechanical shaping, threading, and cold beam manufacturing processes require the use of heavy cooling lubricants, cutting oils, and anti-wear compounds to maintain tool integrity and profile accuracy. Residual hydrocarbons and microscopic metal particles left inside the recesses of pipe fittings can interfere with subsequent chemical treatments or contaminate the fluid media in potable water and gas systems. To achieve the required chemical cleanliness, fittings pass through high-capacity ultrasonic cleaning equipment. This process introduces high-frequency acoustic waves into an aqueous cleaning medium, generating millions of microscopic cavitation bubbles that implode upon contacting the metal surface. The localized energy release dislodges oil films, embedded carbon residues, and fine particulates from complex geometric features, internal threads, and corrugation folds, preparing a pristine substrate for final passivating treatments.
The natural corrosion resistance of stainless steel relies on a microscopic, self-healing chromium oxide film that forms spontaneously on the surface when exposed to oxygen. However, machining operations can imbed free iron particles from cutting tools into the fitting surface, creating localized galvanic cells that trigger pitting corrosion. Chemical passivation is performed to selectively dissolve these free iron contaminants and accelerate the formation of a dense, uniform chromium-rich oxide layer. The fittings are immersed in regulated nitric or citric acid baths under specific temperature and duration parameters managed by the research and development team. This chemical extraction leaves a passive surface film with a high chromium-to-iron ratio, which significantly lowers the chemical reactivity of the fitting when exposed to moisture, industrial gases, or heating elements.
The integration of different surface treatments serves distinct functional roles during the manufacturing cycle. The following table provides an overview of the technical objectives, processing mediums, and primary functional outcomes associated with each manufacturing stage on the factory floor.
| Treatment Type | Primary Processing Medium | Technical Objective | Functional Output |
| Bright Annealing | Controlled Hydrogen/Nitrogen Gas | Internal stress relief and grain boundary restoration | Scale-free, bright metallic finish with restored ductility |
| Ultrasonic Cleaning | Aqueous surfactant solution with acoustic waves | Removal of industrial lubricants and machining debris | Chemically clean surface free of hydrocarbon films |
| Acid Passivation | Nitric or Citric Acid solutions | Depletion of surface iron and augmentation of chromium oxide | Optimized passive layer resisting localized environmental pitting |
| Laser Marking | High-density fiber optic laser beam | Permanent surface texturing and coding | High-contrast traceability details without material removal |
The final phase of surface processing involves the application of component specifications, batch codes, and material grades via automated laser welding and marking stations. Traditional ink printing or mechanical stamping methods can either introduce chemical contaminants or create deep mechanical stress concentration points that weaken the thin walls of plumbing and gas fittings. Laser marking utilizes a focused, high-density light beam to induce a controlled thermal coloration change or micro-etching on the outermost layer of the stainless steel. This non-contact process modifies the surface topography at a microscopic depth, ensuring that tracking indicators remain legible throughout long-term service exposure to heat, friction, and moisture, while fully maintaining the structural thickness and passive film integrity of the connection piece.
Q: How do the 25 active production lines ensure structural consistency at the joint interfaces of your stainless steel pipe fittings?
A: The extensive capacity of 25 dedicated lines allows the manufacturing facility to isolate and optimize tooling for specific connection profiles. This specialization ensures that the dimensions where the fittings meet the corrugated tubes remain uniform, providing a flush, stable fit that reduces localized stress and pressure variance across the fluid network.
Q: What measures are taken during the cold beam manufacturing and steel belt division stages to ensure the precision of custom OEM fittings?
A: The on-site steel belt division precisely slices the raw steel rolls to exact widths, which are then shaped through automated cold beam manufacturing units. This high-accuracy preparation ensures that any custom-engineered or OEM fitting dimensions perfectly match the technical drawings and strict mechanical tolerances requested by corporate clients.
Q: How does the bright annealing heat treatment protect the threaded and welded zones of your stainless steel pipe fittings?
A: When fittings undergo mechanical threading or automated laser welding, the metal experiences localized structural stress. Passing these components through a bright annealing, or light reflame, heat treatment relieves these internal forces and redistributes chromium particles evenly throughout the alloy matrix, preventing micro-structural decay without forming a dark oxide scale.
Q: Why is the ultrasonic cleaning stage critical for fittings intended for integration into sanitary ware and plumbing series?
A: Machining high-grade stainless steel requires industrial lubricants and coolants that can leave stubborn chemical residues inside threading grooves and internal pockets. The multi-stage ultrasonic cleaning system uses high-frequency acoustic cavitation to completely flush out these oils and microscopic metal particles, delivering a sterile surface that prevents fluid contamination.
Q: In what ways does the laser automatic marking system enhance the long-term field management of these pipe fittings?
A: Instead of utilizing superficial ink prints that fade over time, the factory uses automated laser marking stations to permanently etch material grades, pressure capabilities, and tracking codes into the metal surface. This permanent marking allows field engineers to quickly verify product specifications and compliance data years after the initial installation.
Q: How does your complete research and development team support clients who require specialized fitting configurations for industrial heating systems?
A: The dedicated engineering and R&D division evaluates the specific thermal cycles, working pressures, and chemical environments of the client's application. They use these parameters to customize wall thicknesses, weld depths, and alloy structures, ensuring the resulting connection pieces perform reliably under continuous industrial heating demands.
Copyright © Yuyao Boli Pipe Industry Ltd. All Rights Reserved
